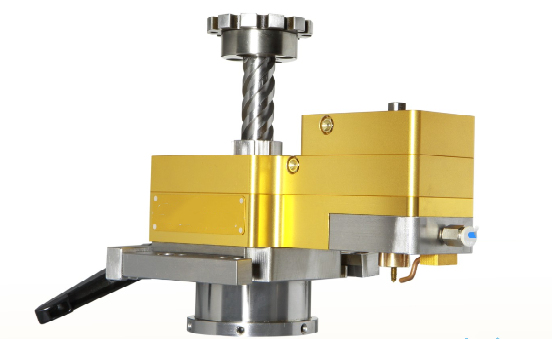
模内攻牙机的工件底孔直径和深度解析素:
1:底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)
塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)
2:钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,孔的深度=所需螺纹的深度+0.7d
普通螺纹底孔直径简单计算可按下式:
要攻丝的尺寸乘上0.85
如:M3--2.4mm、M4--3.1mm、M5--4.2m、M6--5.1mm、M8--6.8mm
公制螺纹的计算方法:底径=大径-1.0825*
螺距英制螺纹的计算方法:底径=大径-1.28*螺距
脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)
塑性材料钻孔直径D=d(螺纹外径)-p(螺距)